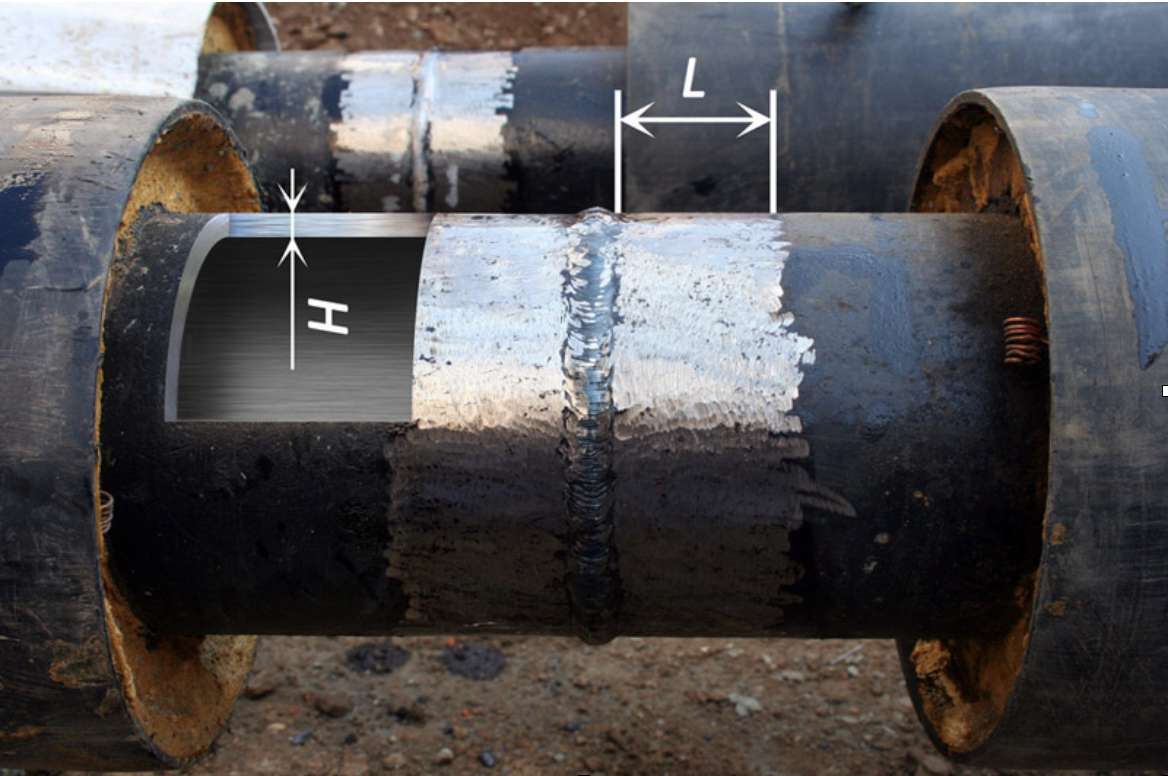
При контроле сварного шва ультразвуковым методом, одна из основных задач это обеспечить контроль всего сварного шва от корнядо облицовки. Это обеспечивается правильном побдором угла ввода преобразователя и сканирования. На этом выпуске разберем как определить насколько нужно переместить преобразователь чтобы контролировать весь сварной шов.
 На практике, дефектоскописты при контроле малых толщин перемещают преобразователь на глаз (насколько зачищает слесарь околошовную зону). Однако этот подход приводит к контролю больше чем объем контроля.
На практике, дефектоскописты при контроле малых толщин перемещают преобразователь на глаз (насколько зачищает слесарь околошовную зону). Однако этот подход приводит к контролю больше чем объем контроля.
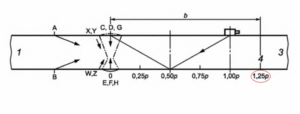
В стандарте СТ РК ИСО 17640 ширина зоны сканирования должно быть 1,25p. Как определить эту ширину?
p=2·H·tanα→1,25р=1.25·2·H·tanα или L = 2·H·tanα+ЗТВ
где, p-проекция пути однократно отраженного луча
H-толщина объекта контроля
tan α- тангенс угла ввода (определяется на калькуляторе операция tan и нажимаем угол ввода преобразователя)
ЗТВ- Зона термического влияния: это участок основного металла, который не расплавился при сварке, но подвергся нагреву выше температуры рекристаллизации или других критических значений, в результате чего изменились его структура и свойства. Обычно ширина ЗТВ варьируется от 1–2 мм (при низкоэнергетической сварке, например, лазерной или электронно-лучевой) до 10–20 мм и более (при дуговой сварке толстостенных конструкций).
Пример:
Объект контроля сварное соединение толщина основного металла 12 мм. Угол ввода преобразователя 60°. Дуговая сварка ЗТВ берем 10 мм.
L = 2·H·tanα+ЗТВ = 2 ·12·tan60°+10=2·12·1,73+10=51,5≈55 мм
1,25р=1.25·2·H·tanα=1.25·2·12· tan60°=52≈55 мм
Получается, для контроля сварного соединения в полном объеме преобразователь необходимо перемещать на 55 мм.

